





Tradisjonele yndustriële skjinmeitsing hat in ferskaat oan skjinmeitsmetoaden, wêrfan de measten skjinmeitsing mei gemyske aginten en meganyske metoaden binne. Mar glêstriedlaserskjinmeitsing hat de skaaimerken fan net-slypjen, kontaktloos, net-termysk effekt en geskikt foar ferskate materialen. It wurdt beskôge as de hjoeddeiske betroubere en effektive oplossing.
De spesjale pulslaser mei hege krêft foar laserreiniging hat in hege gemiddelde krêft (200-2000W), hege enerzjy fan ien puls, fjouwerkante of rûne homogenisearre spotútfier, handich gebrûk en ûnderhâld, ensfh. It wurdt brûkt yn 'e behanneling fan skimmeloerflakken, autoproduksje, skipsbou, petrochemyske yndustry, ensfh., Ideale kar foar yndustriële tapassingen lykas de produksje fan rubberbannen. Lasers kinne hege snelheid skjinmeitsje en oerflak tarieding leverje yn praktysk alle yndustryen. It ûnderhâldsarme, maklik automatisearre proses kin brûkt wurde om oalje en fet te ferwiderjen, ferve of coatings te strippen, of de oerflaktekstuer te feroarjen, bygelyks it tafoegjen fan rûchheid om de hechting te fergrutsjen.
Carmanhaas biedt profesjoneel laserreinigingssysteem. Faak brûkte optyske oplossingen: de laserstraal scant it wurkflak troch de galvanometer
systeem en de scanlens om it hiele wurkoerflak skjin te meitsjen. Breed brûkt by it skjinmeitsjen fan metalen oerflakken, kinne spesjale enerzjylaserboarnen ek tapast wurde foar it skjinmeitsjen fan net-metalen oerflakken.
Optyske komponinten omfetsje benammen in kollimaasjemodule of beam-ekspander, in galvanometersysteem en in F-THETA-scanlens. De kollimaasjemodule konvertearret de divergearjende laserstriel yn in parallelle striel (wêrtroch de diverginsjehoeke ferminderet), it galvanometersysteem realisearret strielôfbûging en -scanning, en de F-Theta-scanlens berikt in unifoarme strielscanningfokus.
1. Hege ienige pulsenerzjy, hege pykkrêft;
2. Hege strielkwaliteit, hege helderheid en homogenisearre útfierflek;
3. Hege stabile útfier, bettere konsistinsje;
4. Legere pulsbreedte, wêrtroch it waarmte-akkumulaasje-effekt by it skjinmeitsjen ferminderet;
5. Der wurde gjin abrasive materialen brûkt, sûnder problemen mei it skieden en ôffieren fan fersmoargjende stoffen;
6. Der wurde gjin oplosmiddels brûkt - gemyskfrij en miljeufreonlik proses;
7. Romtlik selektyf - allinich it fereaske gebiet skjinmeitsje, tiid en kosten besparje troch regio's dy't net wichtich binne te negearjen;
8. Kontaktleaze proses ferminderet nea yn kwaliteit;
9. Maklik automatisearre proses dat de eksploitaasjekosten kin ferleegje troch arbeid te eliminearjen, wylst it resultaat mear konsistint is.
| Beskriuwing fan it ûnderdiel | Brânpuntsôfstân (mm) | Skannefjild (mm) | Wurkôfstân (mm) | Galvo-aperture (mm) | Krêft |
| SL-(1030-1090)-105-170-(15CA) | 170 | 105x105 | 215 | 14 | 1000W CW |
| SL-(1030-1090)-150-210-(15CA) | 210 | 150x150 | 269 | 14 | |
| SL-(1030-1090)-175-254-(15CA) | 254 | 175x175 | 317 | 14 | |
| SL-(1030-1090)-180-340-(30CA)-M102*1-WC | 340 | 180x180 | 417 | 20 | 2000W CW |
| SL-(1030-1090)-180-400-(30CA)-M102*1-WC | 400 | 180x180 | 491 | 20 | |
| SL-(1030-1090)-250-500-(30CA)-M112*1-WC | 500 | 250x250 | 607 | 20 |
Opmerking: *WC betsjut Scan Lens mei wetterkoelingssysteem
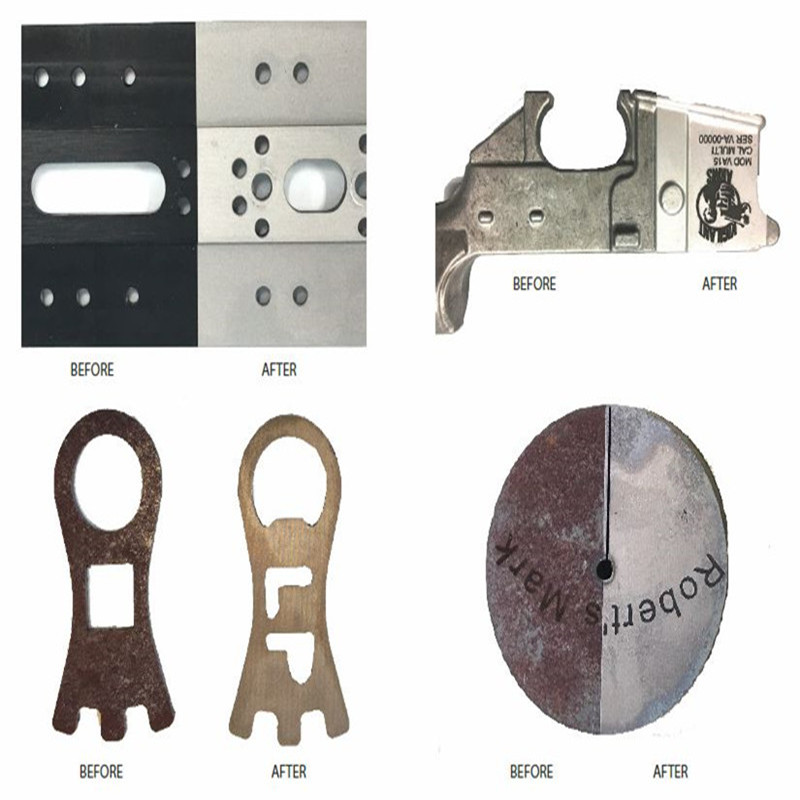
Laserreiniging biedt meardere foardielen boppe tradisjonele oanpakken. It brûkt gjin oplosmiddels en der is gjin abrasief materiaal dat behannele en ôffierd wurde moat. Yn ferliking mei oare prosessen dy't minder detaillearre binne, en faak hânmjittige prosessen, is laserreiniging kontrolearber en kin allinich tapast wurde op spesifike gebieten fan
